![]()
 | 客服热线: 0512-57516033 |
赛维莱特新材料(苏州)有限公司
联系人:赵经理
手 机:15262608375
手 机:18913283375
电 话:0512-57516033
邮 箱:xianbao@ksswlt.com
网 址:www.ksswlt.com
地 址:江苏昆山市高新区玉山镇宝益路101号
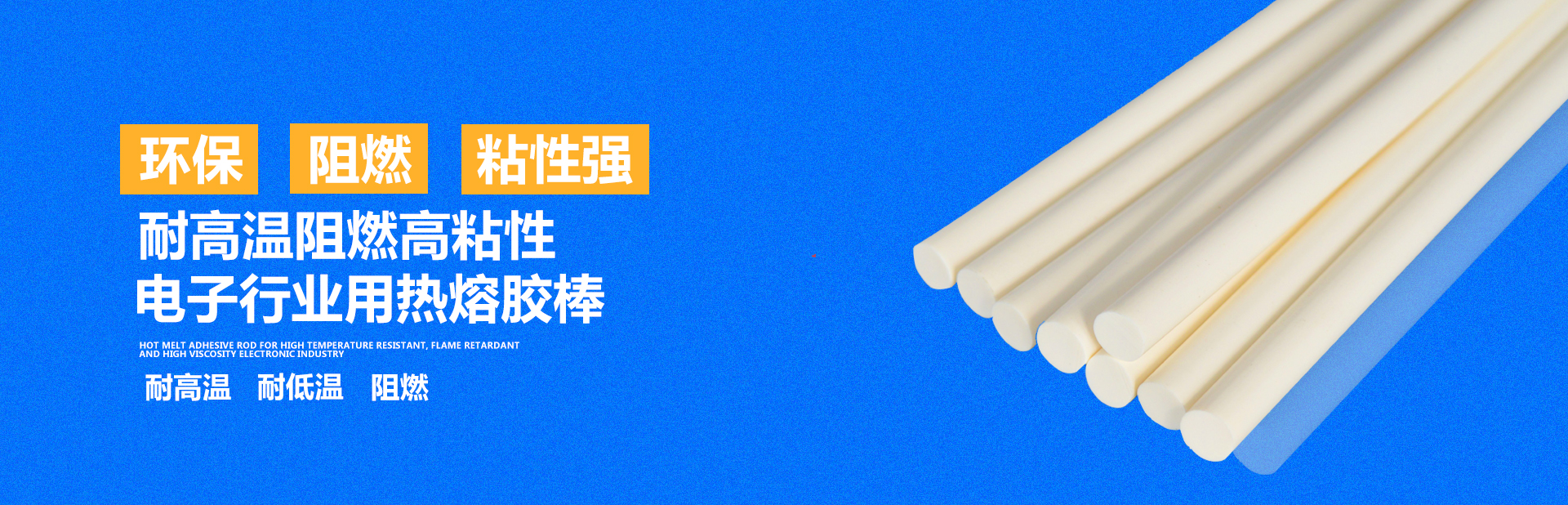
UL热熔胶棒封边工艺
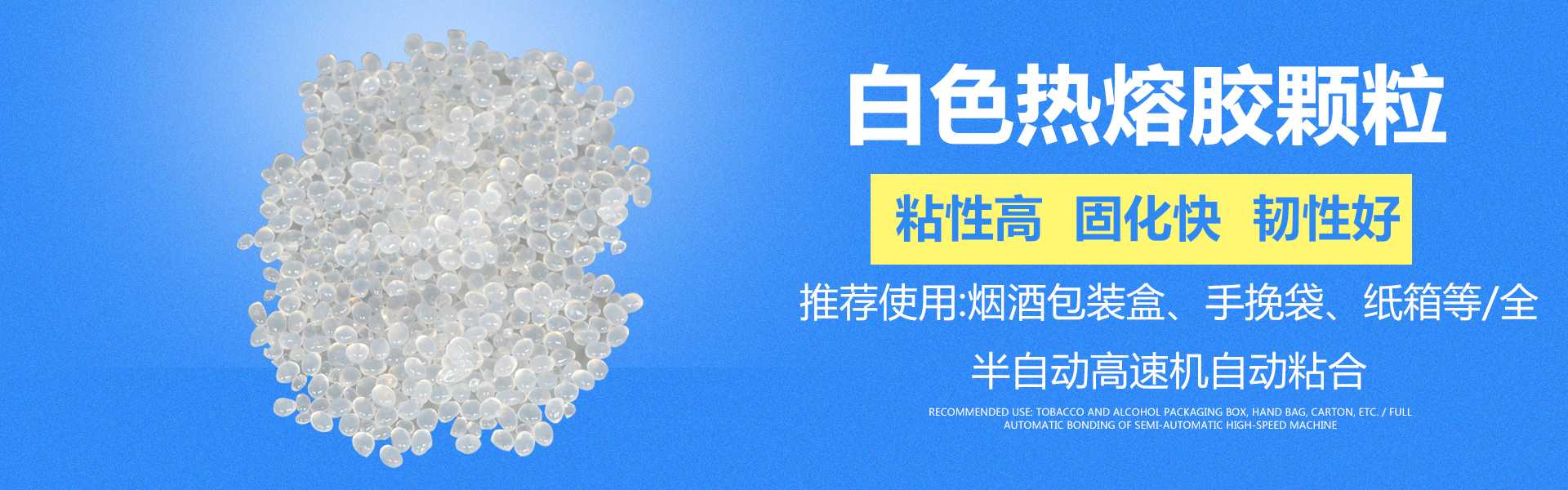
(一)材料准备-UL热熔胶棒
⊕基材:被封边的人造板基材一般均需经过加工,修整得比较平整,其含水率一般控制在15%以内。

⊕封边材料:木质、聚氯乙烯(PVC)和经过树脂处理的木纹纸。形状有长形和卷状。任.何材料的封边材料宽度均应比要封边的基材厚度大3mm左右。
⊕设备:直线、曲线封边机、自动直线贴边机等。
⊕UL热熔胶棒作业工艺:将UL热熔胶棒熔融后流注于涂胶辊上,温度控制在150~220℃,涂胶量约为200g/m2,贴合时间约0.8~1.5s。

(二)设备及工艺过程-UL热熔胶棒
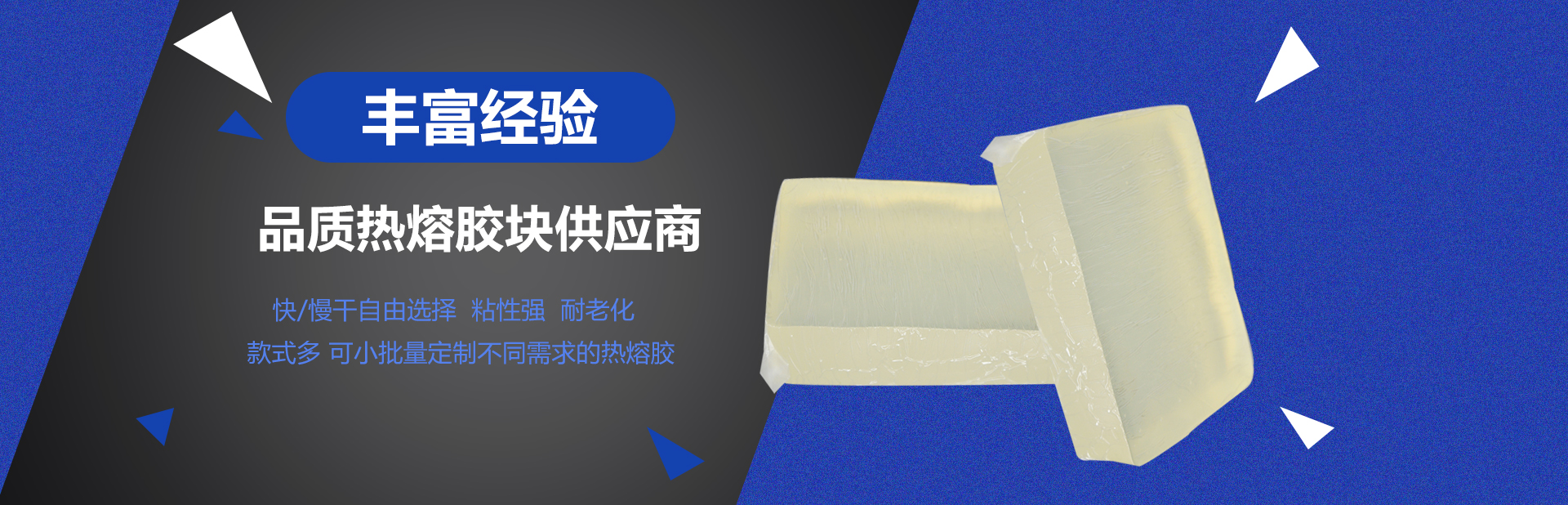
家具封边UL热熔胶棒注意事项
①封边热熔胶的基料:EVA(耐热性差、使用环境温度≤120℃)、聚氨酯(高质量、昂贵、使用方法特殊);
②封边热熔胶的粘度:↑,初粘力↑,涂布性↓;
③封边热熔胶的密度:0.95-6g/cm3(取决于填料的多少);
④封边热熔胶的软化点和使用温度

⑤封边UL热熔胶棒的开放时间和封边机的进料速度
⊕开放时间:指封边机从涂胶开始到把封边带压贴到基材之前的一段时间,它随胶种的不同而不同。
联系我们 CONTACT US |
| 赛维莱特新材料(苏州)有限公司 |
地址:江苏昆山市高新区玉山镇宝益路101号 | ||
| 联系人:赵经理 | ||
手机:15262608375 18913283375 | ||
| 电话:0512-57516033 | ||
| 邮箱:xianbao@ksswlt.com | ||
| 备案号:苏ICP备14011109号-1 | ||
站内导航: 网站首页 企业概况 产品中心 产品视频 工程案例 联系我们
版权所有:昆山赛维莱特电子科技有限公司 技术支持:企商科技










